![]() Email: info@asg-robotics.com
Email: info@asg-robotics.com
![]() +372 574 26 038
+372 574 26 038

New Possibilities of Robotic Submerged Arc Welding (SAW)
- Name SAW Robotic Narrow Gap SAW Welding. Chapter One
Robotic submerged arc welding (SAW). Chapter 1

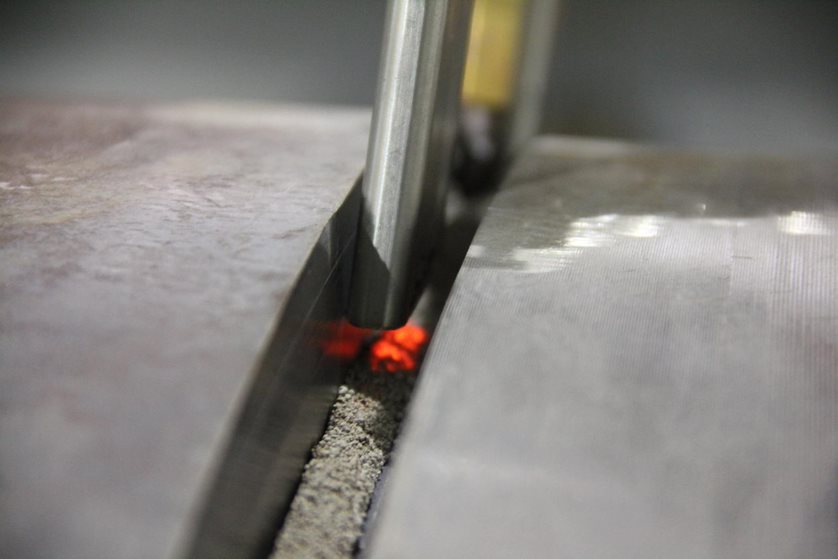
The welding process
The welding process is done by filling the gap layer by layer. Each layer has three passes. The robot has the ability to tilt the torch when approaching the walls of the gap. This allows you to increase penetration and reduce the likelihood of defects. During the filling, the gap expands, but for the robot that is not a problem because it can increase the cross sectional area of the welding pool. To ensure uniformity of heat input at the weld zone throughout the depth of the gap, robot increases the welding speed as the value of heat input increases. If for some reason two gaps are not equally filled, the robot can also change the cross sectional area of the welding pool to align the filling of the two gaps. You can also carry out separate welds.
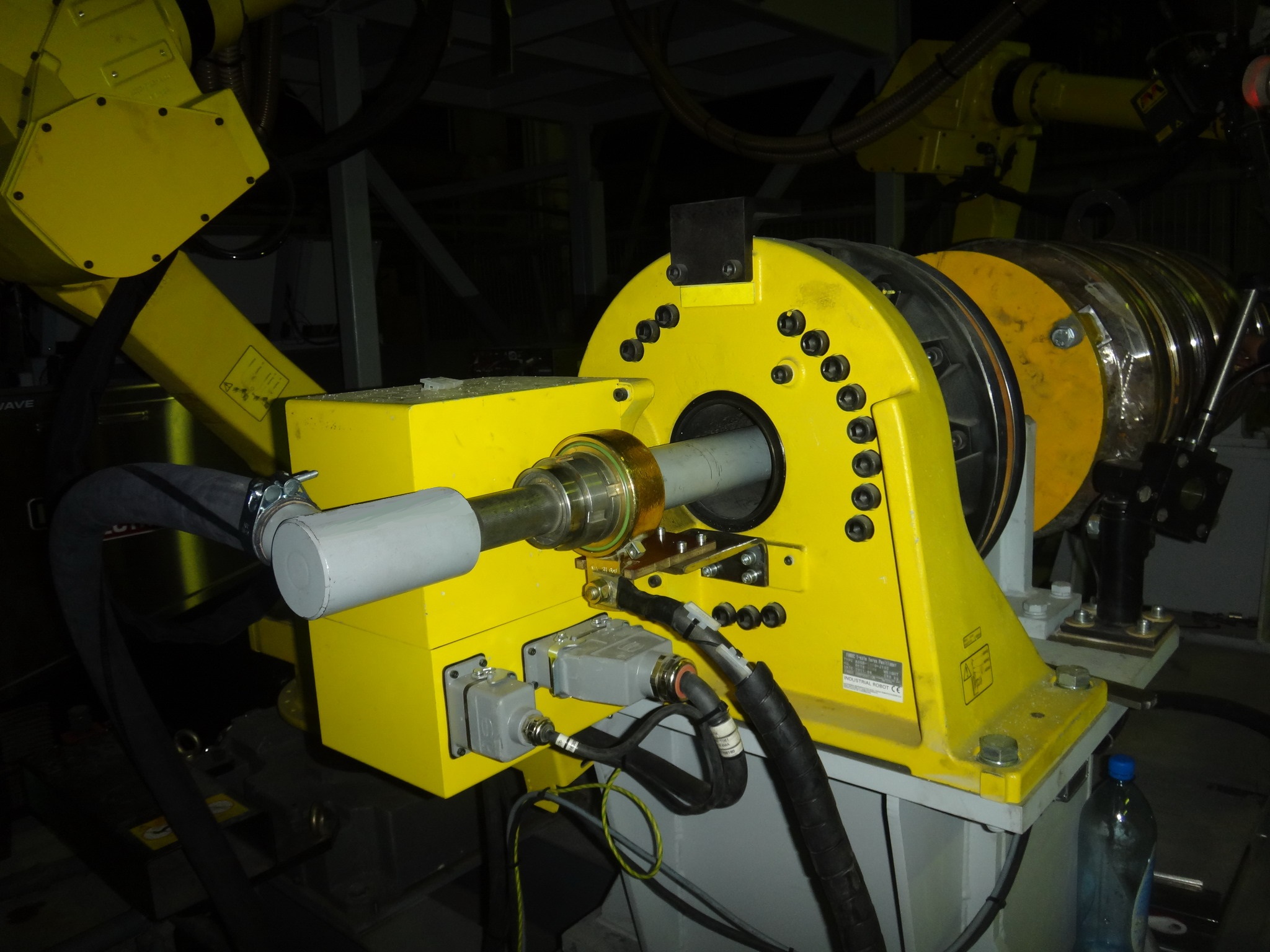
Welding Head
For these projects a welding head was used the welding head ASG Robotics WH-1.
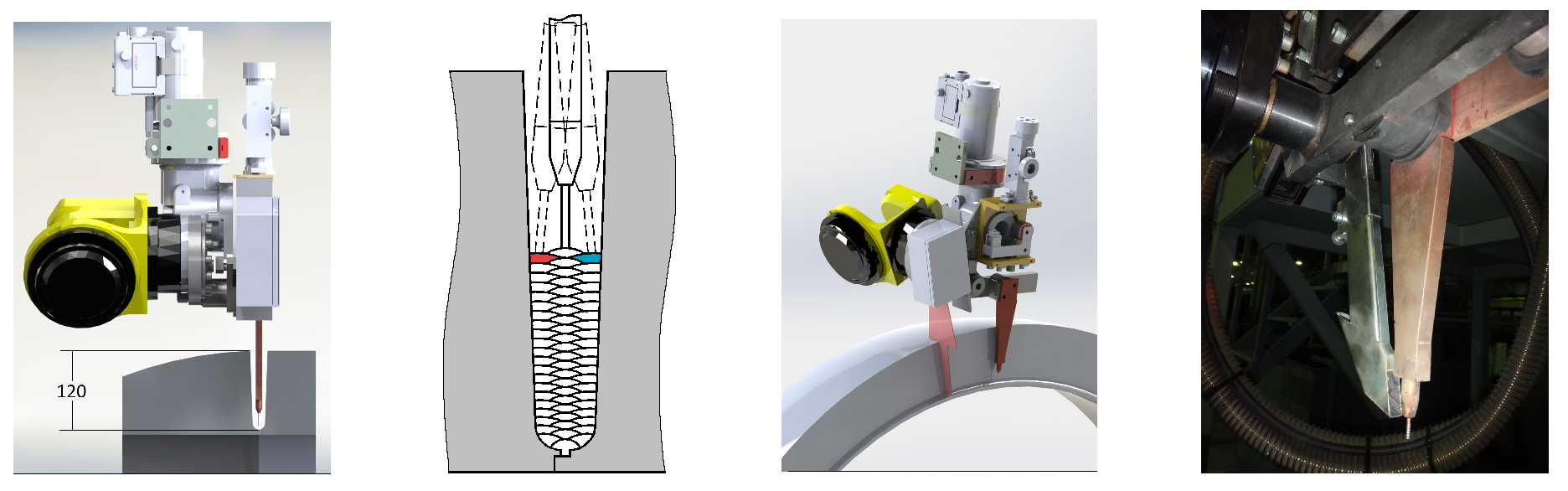
The welding head has been developed by us for this task. It has a right and left-hand version. Compact and easy to maintain. It has everything you need: a sensor for collision detection, wire sensor, flux presence sensor, push-inlet valve for flux feed rate control , protection against welding wire stick, wire straightener, laser scanner system to monitor the gap. The thickness of the welding gun is just 10 mm.
In 2012, we succeeded in creating effective integrated solutions for welding large-diameter ball valves.
These fully welded by two circumferential welds ball valves are normally used in oil and gas transport systems.
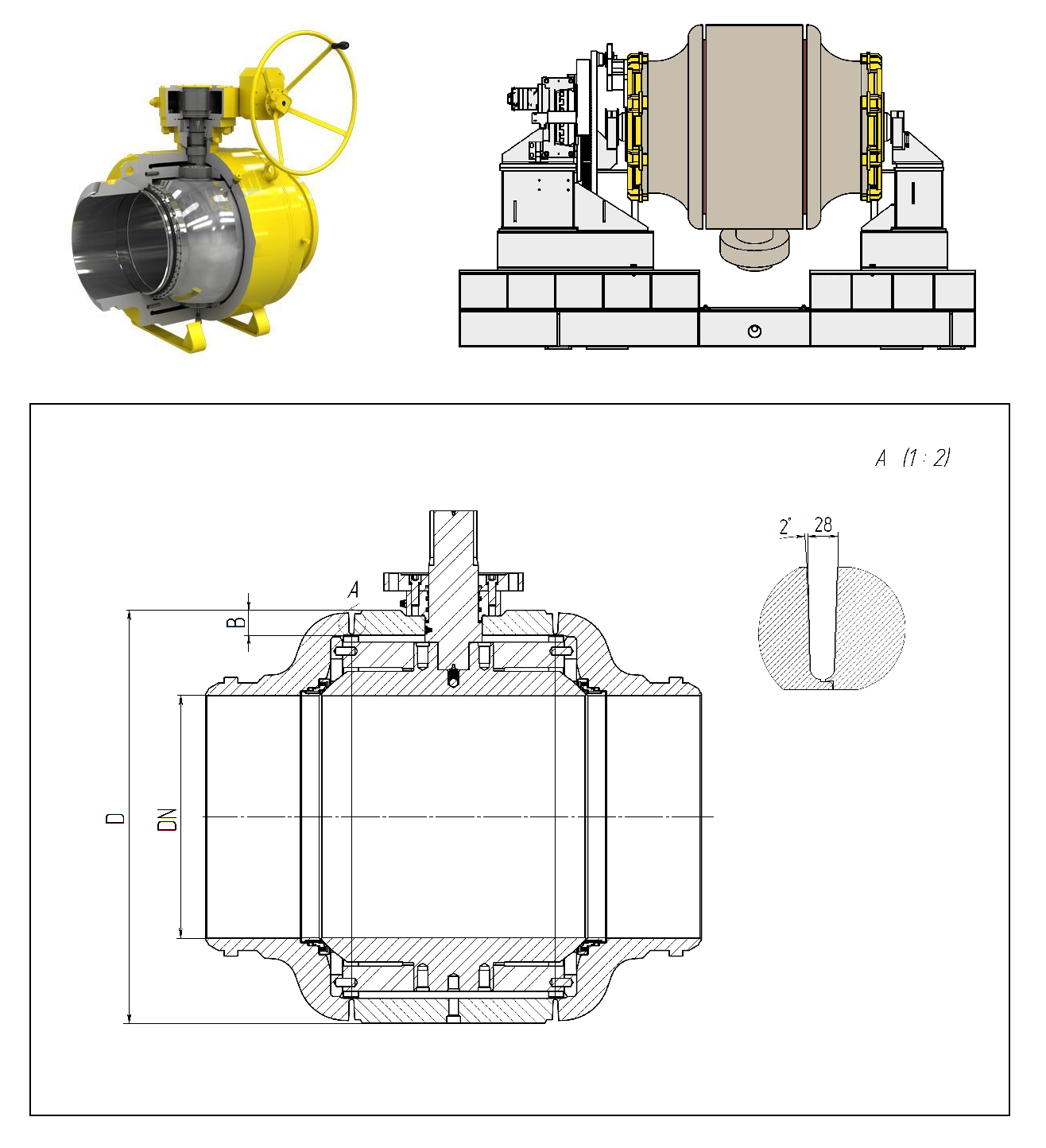
Technical characteristics
- Narrow gap welding profile (28 mm)
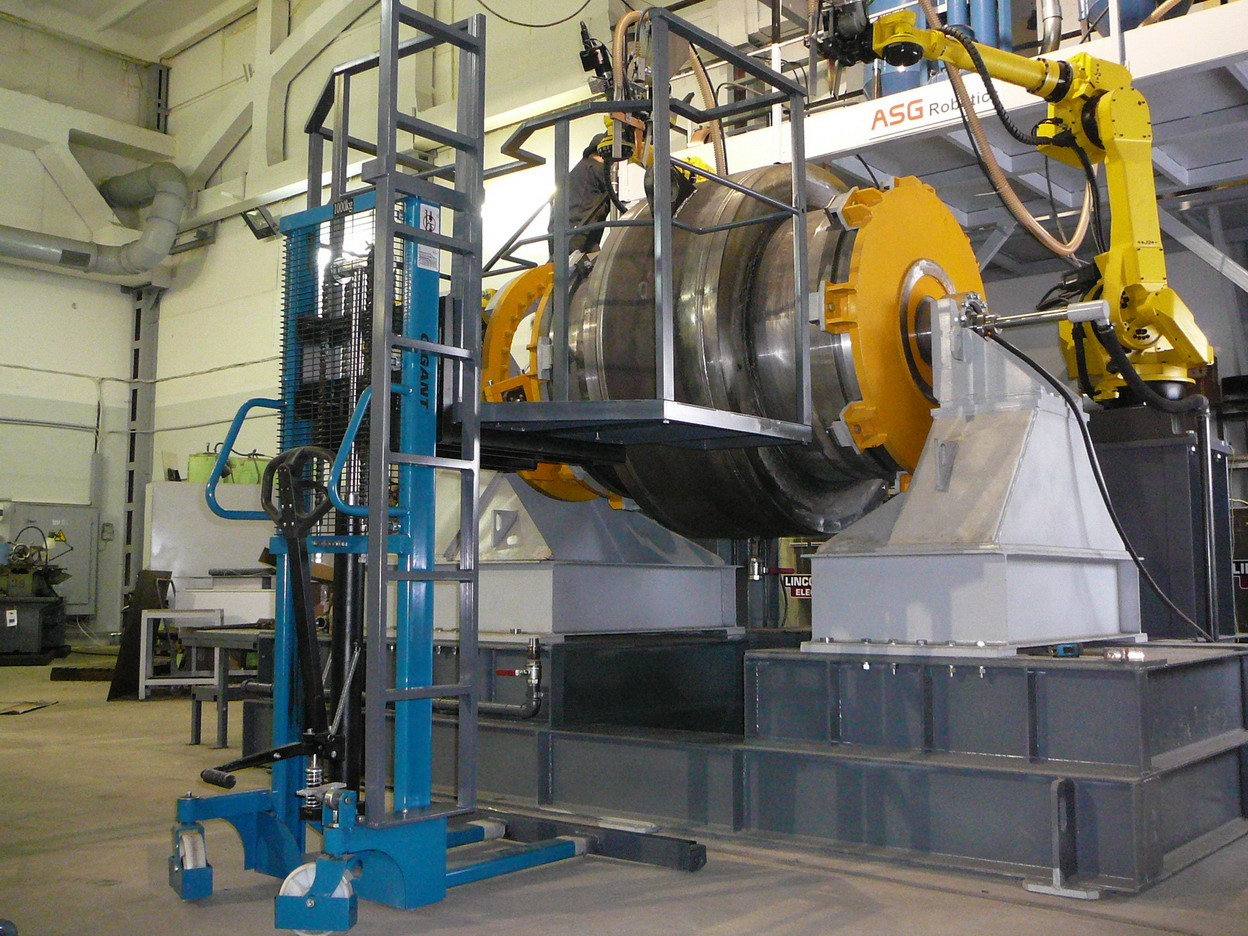
- Nominal size, DN: DN 300-1400 mm
- Weld profile depth range, B: 25-120 mm
- Maximum diameter of welds, D: 2300 mm
- Maximum weight: 30000 kg
Since there are polymers inside a cooling system is required.
(Parameters may be changed for a specific customer)
For these projects, the ASG Robotics WH-1 Welding Head was used.
Technical requirements for equipment
Parallel and independent welding of two welds
Compensation of deformation and abnormalities of the gap
Forced cooling and temperature control in the welding area.
Automatic feeding and recycling of flux.
Two types of complexes were developed and manufactured:
– for welding steel ball valves DN300 – DN1400;
– for welding steel ball valves DN300 – DN700.

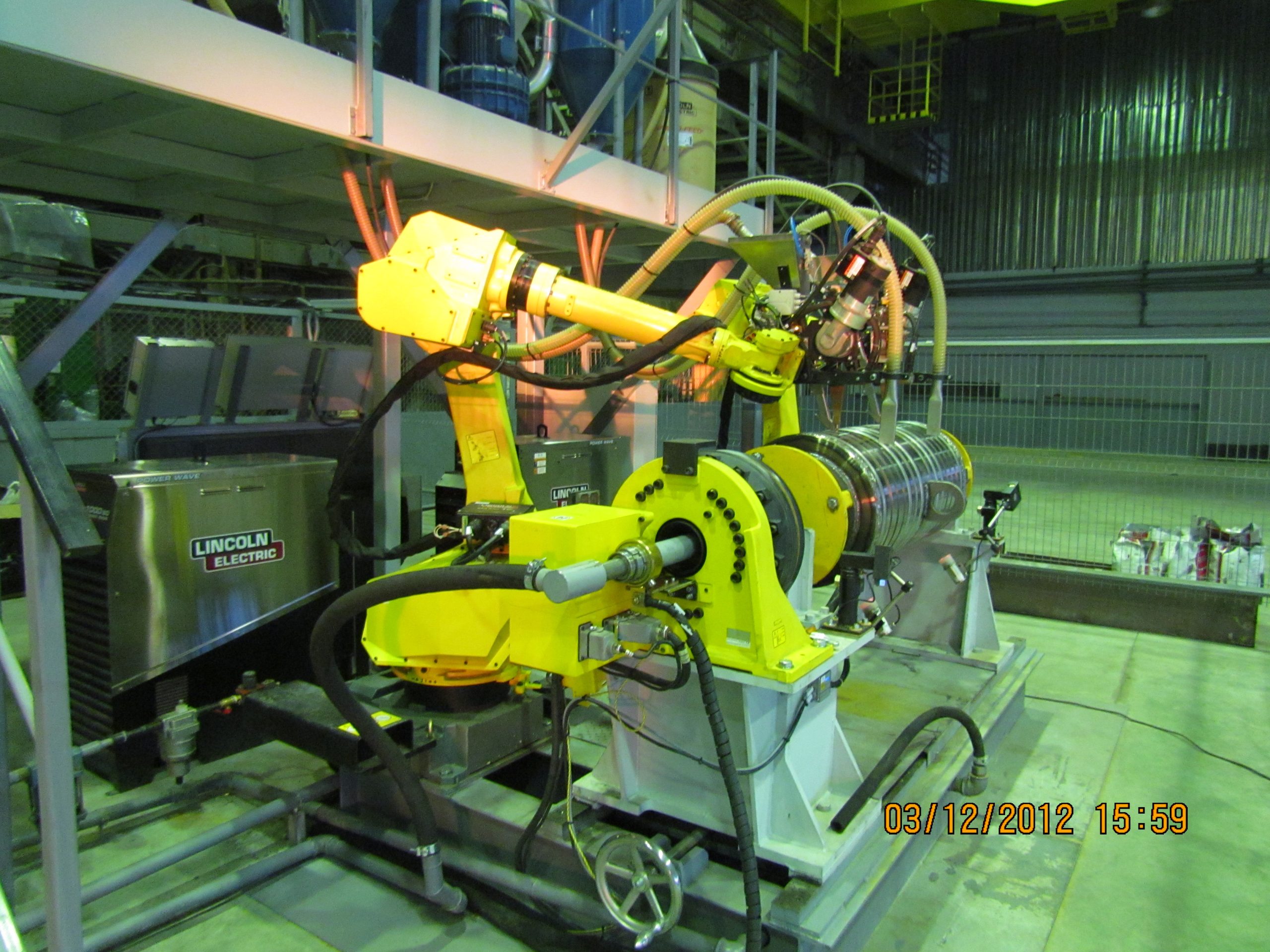
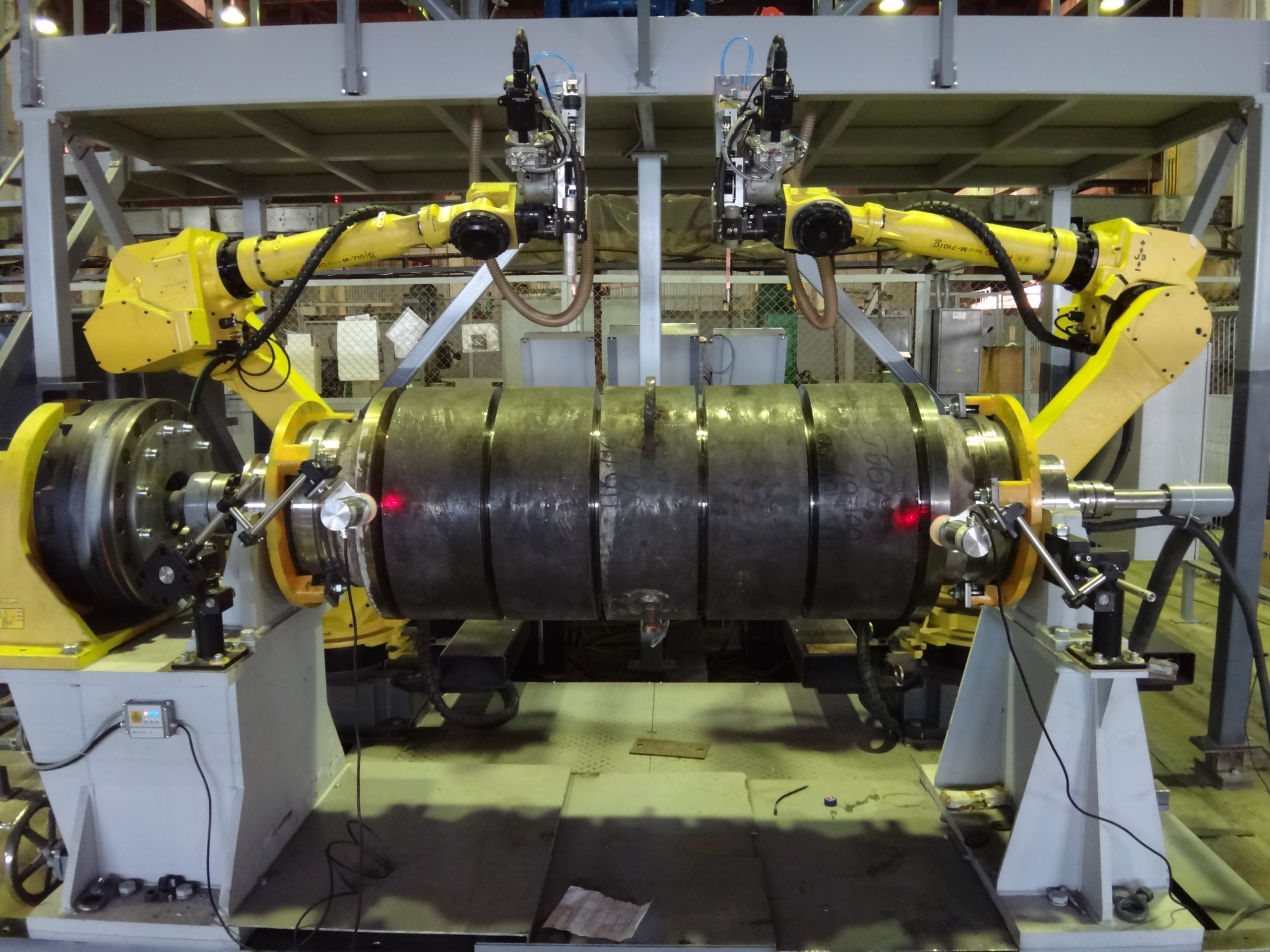
The two systems are identical, based on the ASG Robotics WH -1 FANUC R-710iC robot and a single-axis positioner.
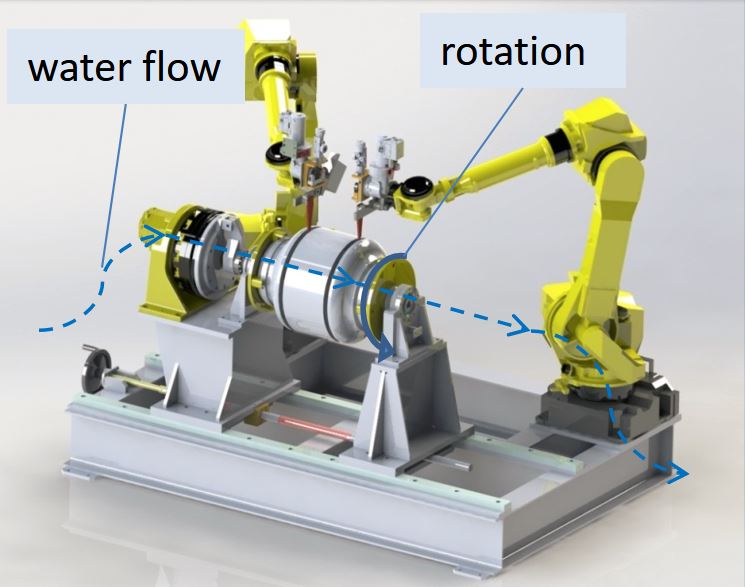
The robot arm positions the welding torches while the positioner rotates the workpiece.
Single axis servo positioner (35,000 kg load capacity) consists of:
– Headstock;
– Tailstock;
– Torque arm;
– Ball Slewing Bearing Device.
The tailstock has the ability to move along the positioner axis by 700 mm.
Positioning and cooling
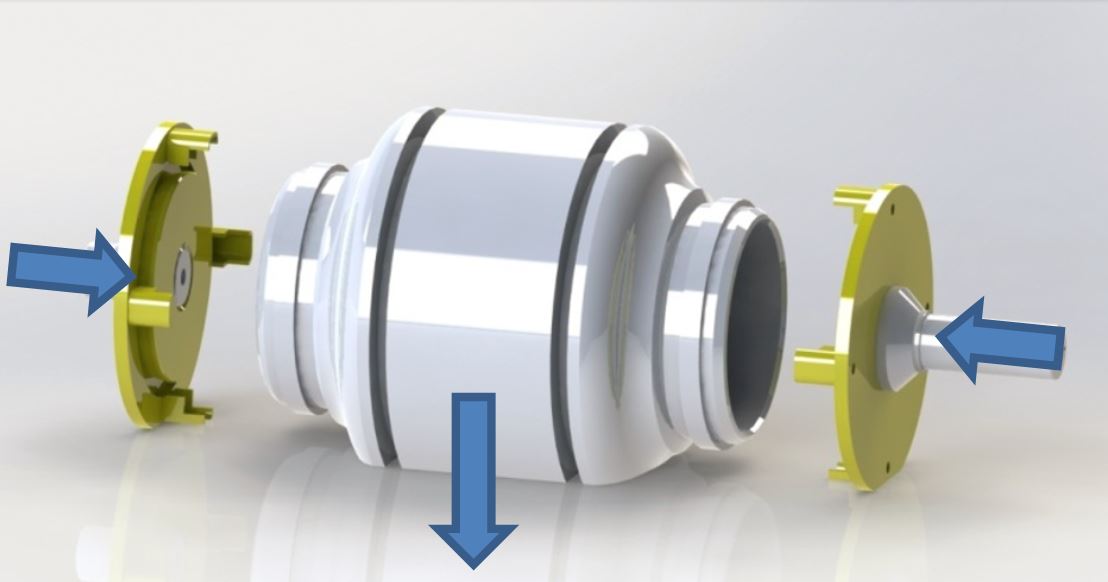
The ball valve is hermetically sealed with covers on which the half-axles with bearings are mounted.
Coolant and welding current transmission are supplied through the half-axles.
Once the valve has been placed on the positioner, the gap search process is started so the robotic system can automatically start welding the root pass and all following passes using the laser positioning system.
Temperature control with the Optris CTlaser LT.


After welding the root pass, the cooling system starts working and the temperature of the part is monitored.
To avoid overheating of the polymer seals, a cooling liquid is supplied to the valve body. The liquid circulates in a closed loop between the valve body and a 6 m³ tank.

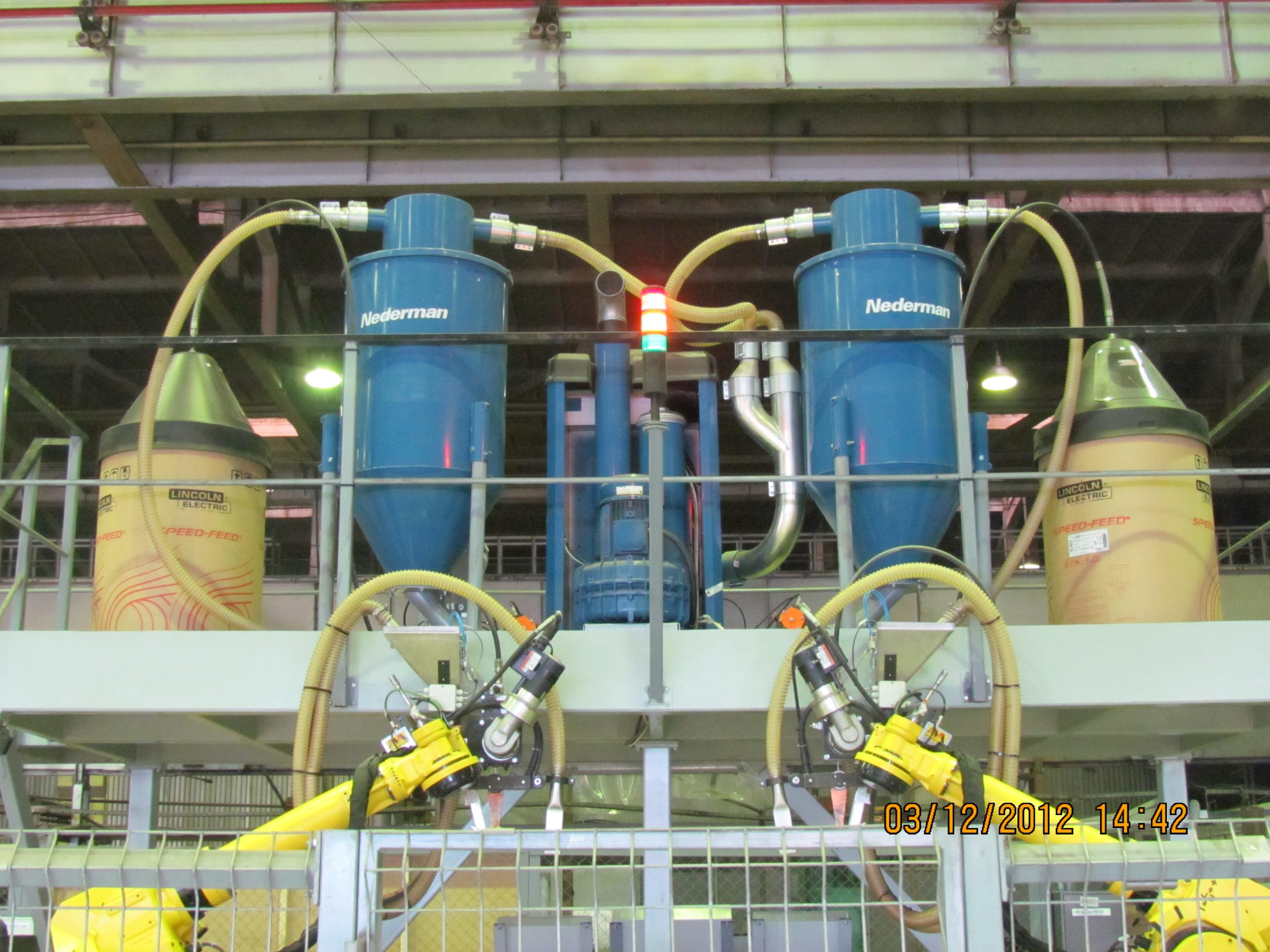
Flux recirculation system
It was also developed a flux recirculation system, which allows to significantly reduce the load on the robot and ensure movement flexibility.
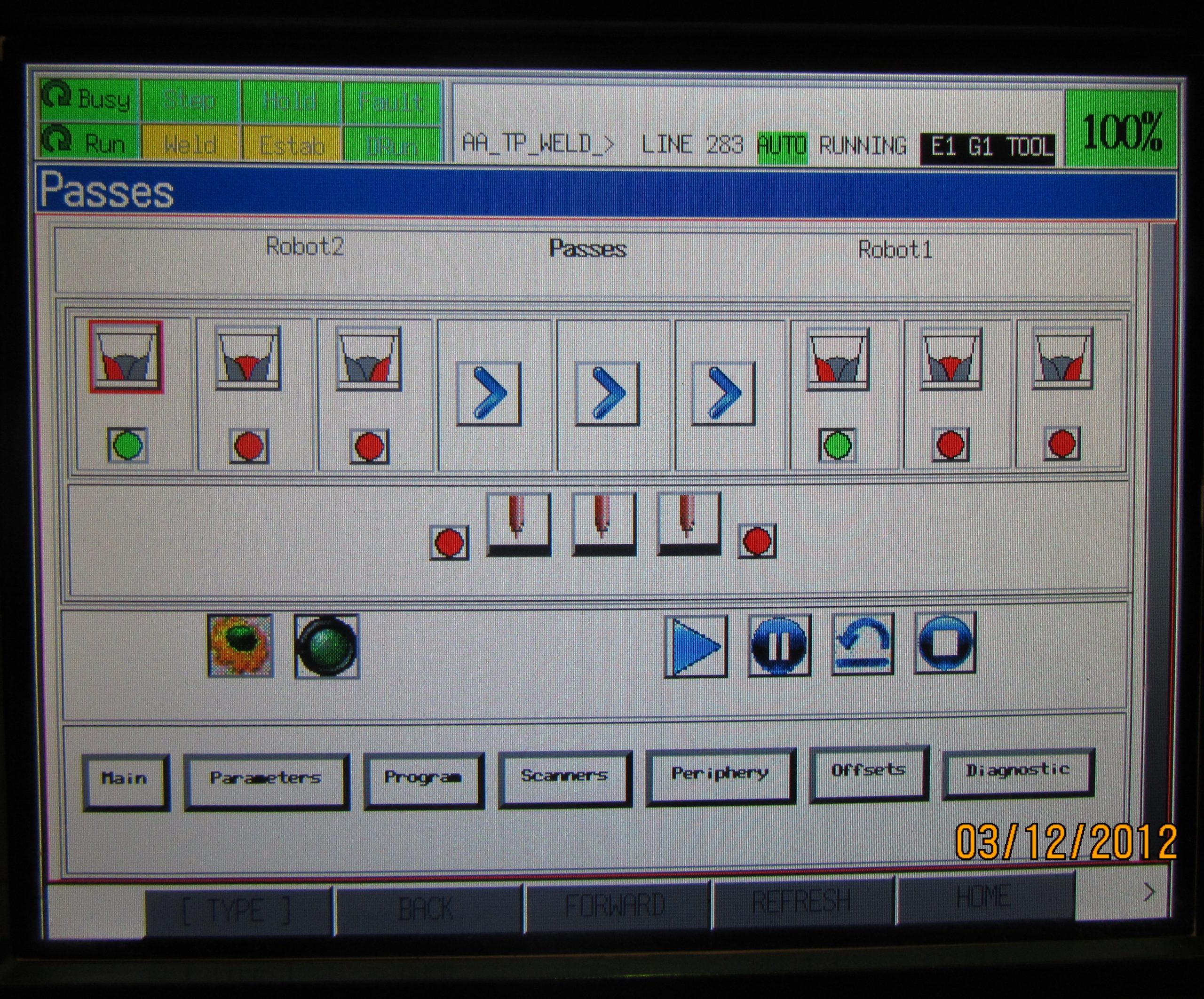
Operating panel
Following our philosophy of ergonomics and simplicity, we made a simple and easy to use interface on the robot’s Teach Pendant, which made the complex easy to use yet fully controllable. The advantages of this approach are evident, the operator can take the Teach Pendant to his work place next to the part being welded and he can reach every single parameter in the system, he has the information of the state of the whole robotic complex including welding current and voltage and can control any parameter including welding speed and robot’s position.

Operating system.
The high computing power of the robot controller allows you to control all the devices of the complex, including the laser tracking systems, welding machines, flux recycling system, cooling system, and the temperature monitoring system near the heat-affected zone.
Advantages of this complex
1. All elements and modules are controlled from one controller and one control panel.
2. The welding process is fully automatic, eliminating the influence of the human factor.
3. The cooling system protects the internal components of the valve and reduces heat input into the welding zone, which improves the mechanical properties of the weld.

