![]() Email: info@asg-robotics.com
Email: info@asg-robotics.com
![]() +372 574 26 038
+372 574 26 038


New Possibilities of Robotic Submerged Arc Welding (SAW)
- Name SAW Robotic Narrow Gap SAW Welding. Chapter Three. Multi-pass SAW welding of saddle, longitudinal and complex welds.
Robotic submerged arc welding (SAW). Chapter 3
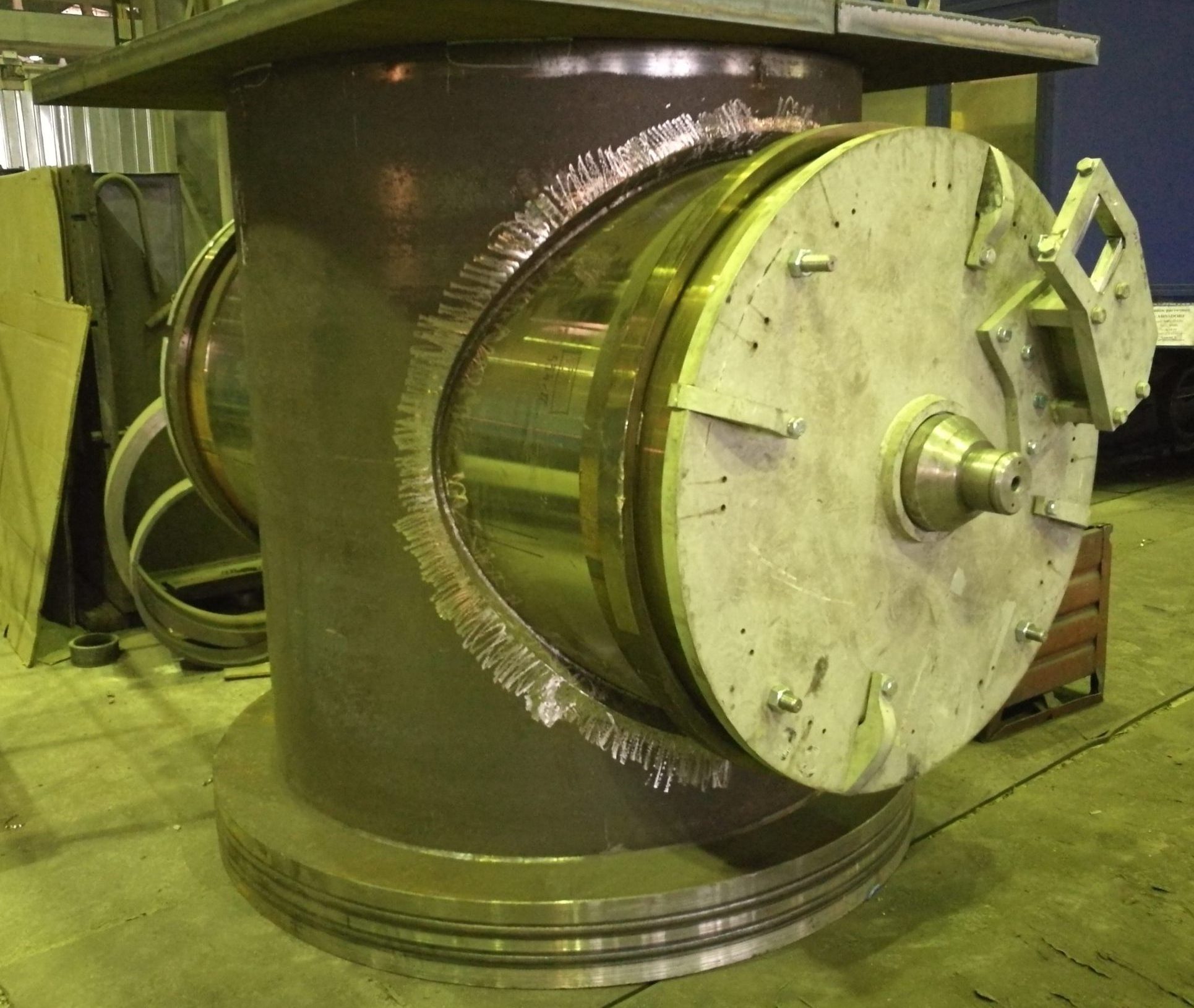
In 2018, we implemented a project of robotic welding system for SAW of saddle welds of gate valve bodies DN 300-DN 1200.
In this project we implemented our experience in the field of robotic SAW welding of saddle, longitudinal and complex configuration welds.
On the DN 1200 gate valves, labor productivity increased eight times!
The quality of welded seams has increased several times, there is no need to cut out non-welds and weld them again manually. Welding time amounted to 18 hours Instead of welders, welding is carried out by a qualified operator who mainly monitors the process of flux separation. If necessary, he can make adjustments to the welding process from the control panel.



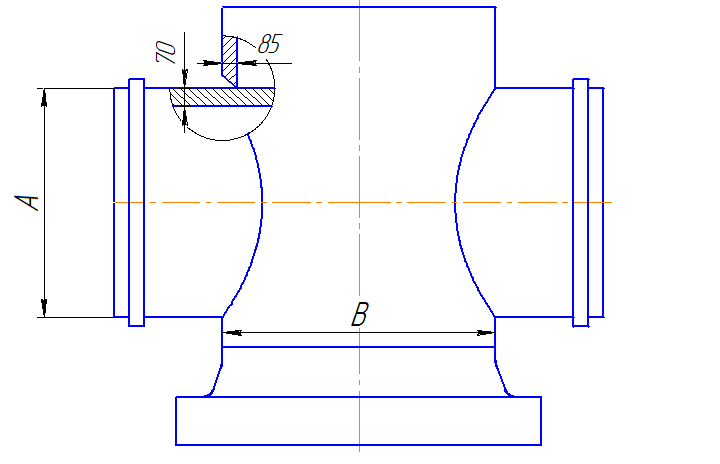
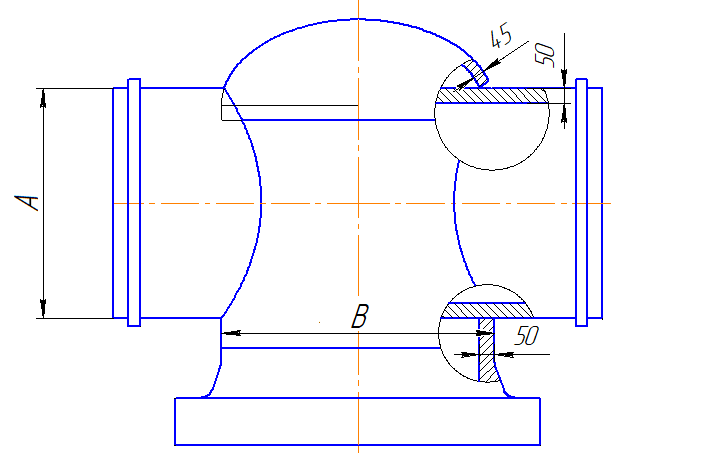
A = 550…1300 mm, B = 740…1670 mm
In the twenty-fourth year, due to increased production volumes, we were ordered the exact same complex and asked not to make any changes or improve anything!
The complex, which was launched in 2018, is still in operation.
Isn’t that the best assessment of the quality of our products!
the new complex should be tested and shipped to the customer in may 2025.
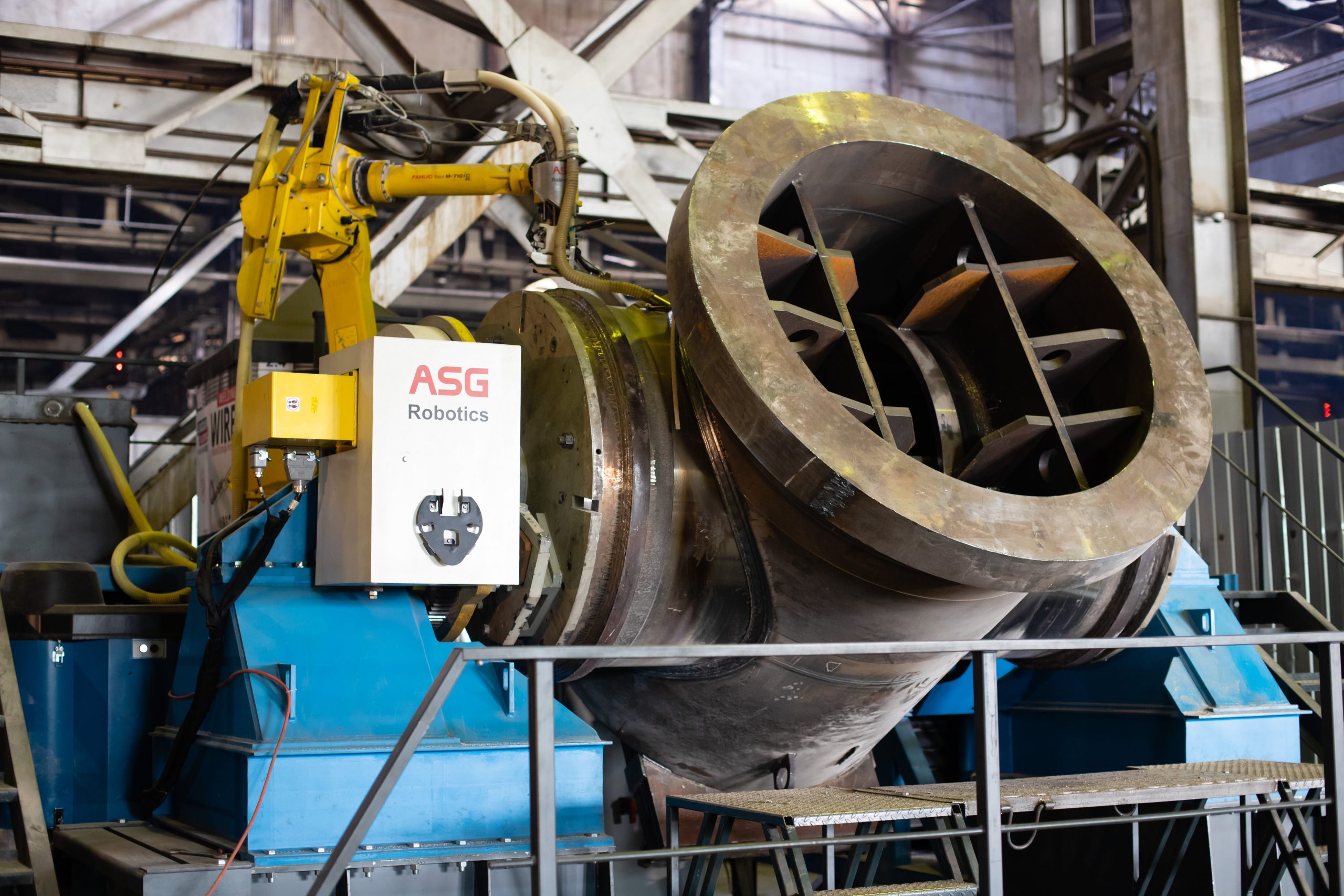
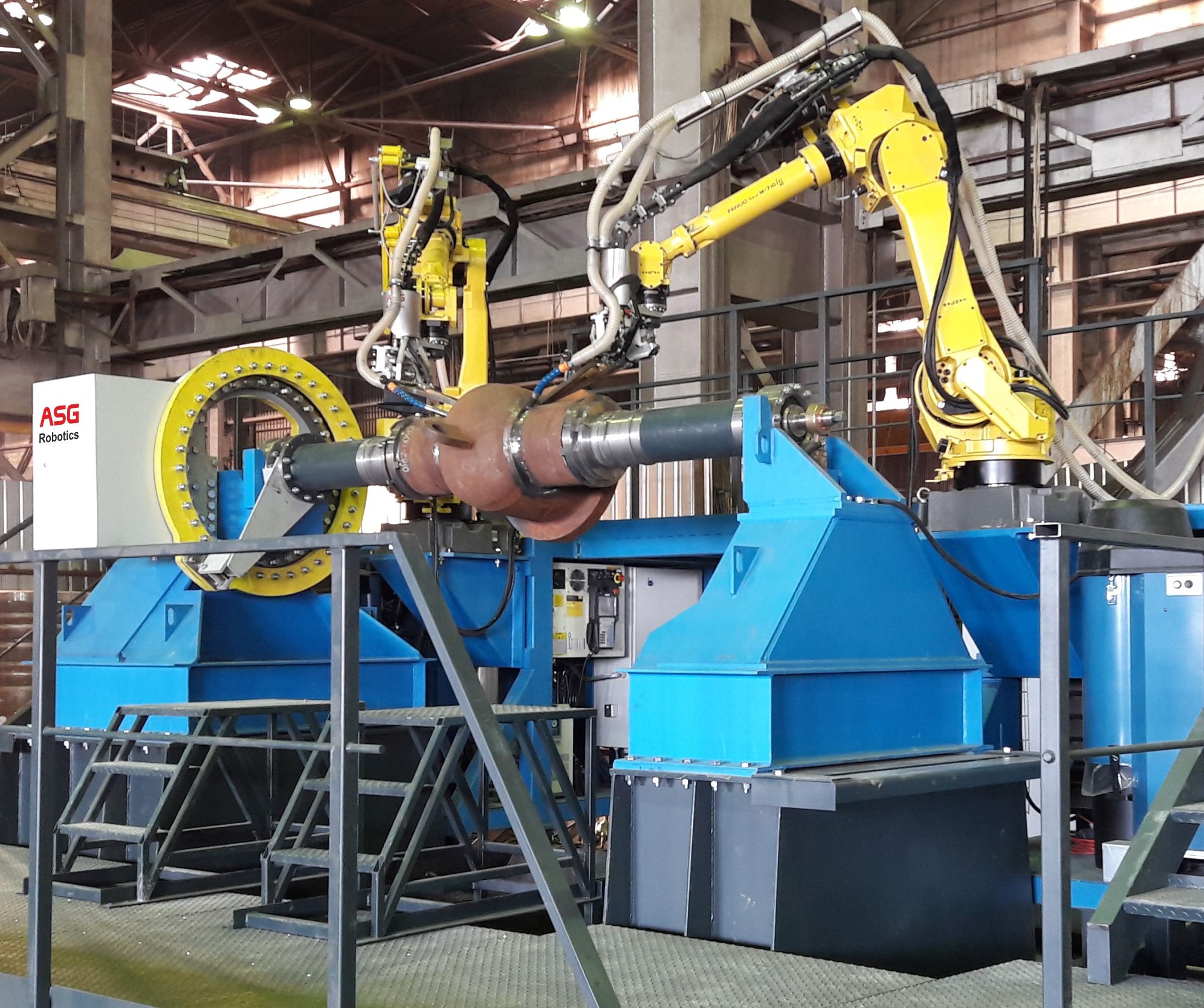
The complex consists of:
– 35000kg single axis servo positioner
– Headstock Headstock
– Tailstock Rear headstock torque arm Torque arm
– Ball Slewing Bearing Device Ball Bearing Slewing Device
FANUC Servo Positioners POS-1AXIS-1500-H-
The tailstock has the ability to move along the positioner axis by 700 mm
A shaft with two floating bearing units at the edges and a torque arm is placed on the positioner
Several types of housing sizes can be mounted on the shaft


Shells DN 1400 and 1200 are assembled with flanges with bearing units mounted on half axles.
Two Robotic cell MWC-01-assembled in right and left versions.
ASG Robotics WH -2 welding head allowing welding under the flange of the gate valve body.
Cells are mounted on catwalks. Ladders of the service platform and handrails are attached to the cells.
Between the cells is mounted a platform with lifting capacity of 3.5 tons allowing to install two spools with wire and a tray with flux.
Power electrical cabinet.
The complex is equipped with two pallets for collecting the spent flux as it accumulates, the pallets with spent flux (up to half a ton) are sent for recycling with the help of a workshop crane.




